![]()
![]()


Design a complex process in search of a simple solution. Every product exists to either deliver a unique benefit or solve a specific problem. It's up to designers to use every resource at their disposal to engineer that advantage.
A crucial part of that process is

Injection-molded EVA foam has long been used in the footwear industry, thanks to its all-around utility. But as production processes have improved, the applications for PopFoam have expanded far beyond the soles of our feet. PopFoam is a "Pellet to Product" concept, rather than the "die cut" and "compression molded" foam products designers settled for in the past. It facilitates new design possibilities that prioritize both style and performance.
PopFoam feed into the injection barrel of the machine and then melted much like injection molded thermoplastics, however now the differences quickly change. The tooling cavity is of a reduced size, as much as 50% of the finished part. The PopFoam is then injected into the tooling under many monitored conditions (time, temperature, pressure and flow rates). The material is then cured in the heated tooling, once the temperature is stable throughout the material the tooling is then opened.
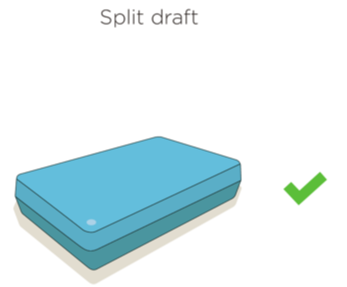
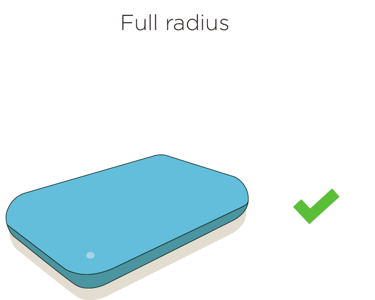
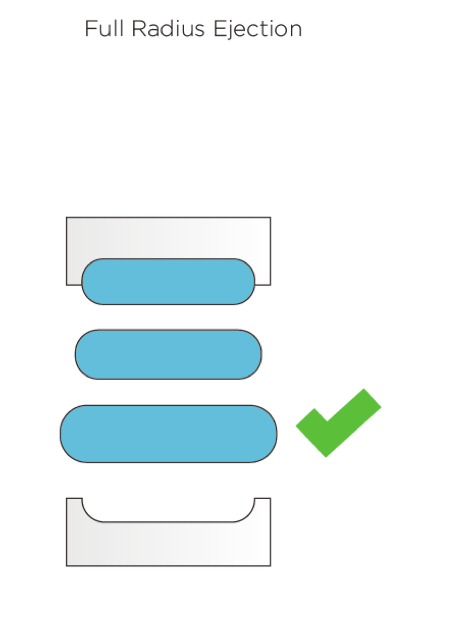
Parting lines and drafts are an integral element of a design. PopFoam facilitates a simple draft, split-draft design, or full-radius design to touch on the basic options. Our design team encourages early supplier involvement so we can overcome any potential issues as draft is an important element for both manufacturing success however also overall product ascetics. Designers are made aware of both obstacles and opportunities so issues can be resolved early.
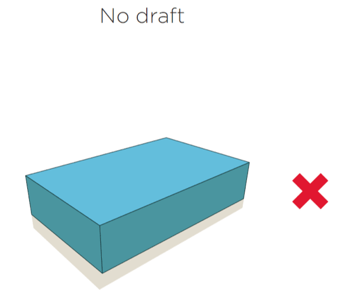
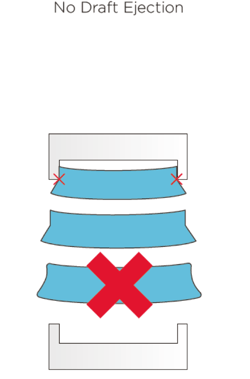
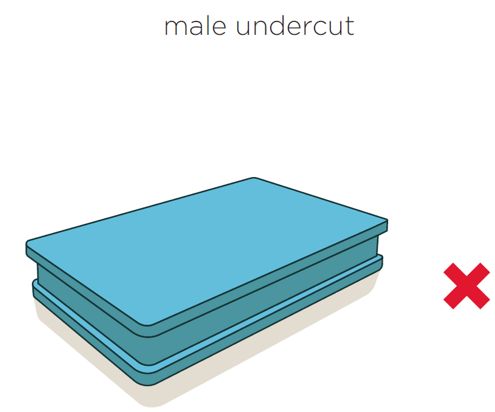
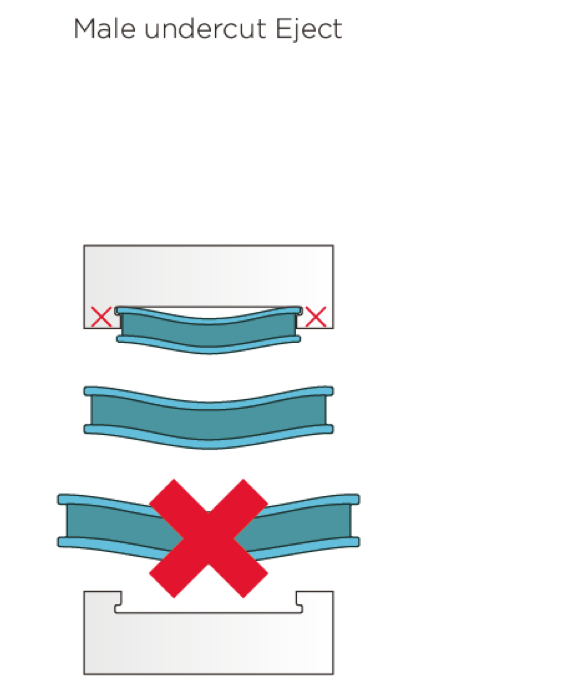
Because the injection molded foam process utilizes self-ejection instead of the mechanical injection of thermoplastic injection molding, one of the most critical design principles is using the correct draft.
 |
 |
Most part designs will require a minimum of 5 degrees of draft or radius to self-eject the part.
 |
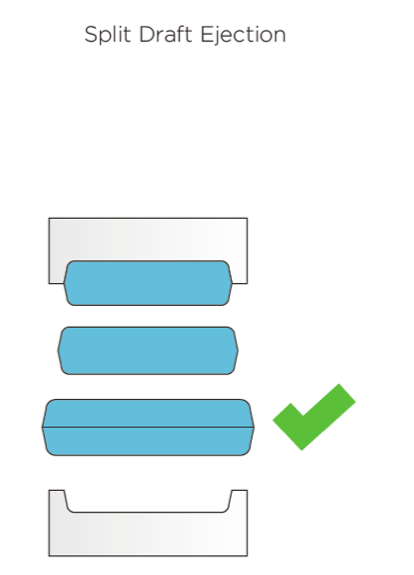 |
Parts without draft cannot eject from the mold Part designs with a simple draft, split draft design or a full radius design will allow parts to eject from the mold.
 |
 |
Ready to think outside the box? This is where the design process gets fun!
With the fact PopFoam’s tooling is of a reduced size and the fact the foam literally Pops (expands) out of the tooling you need to continually educate the customers there “maybe” another path to follow.
 |
 |
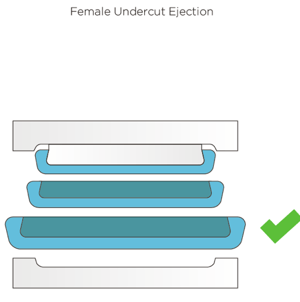 |
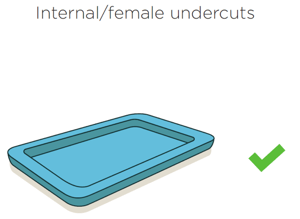
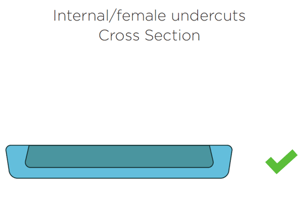
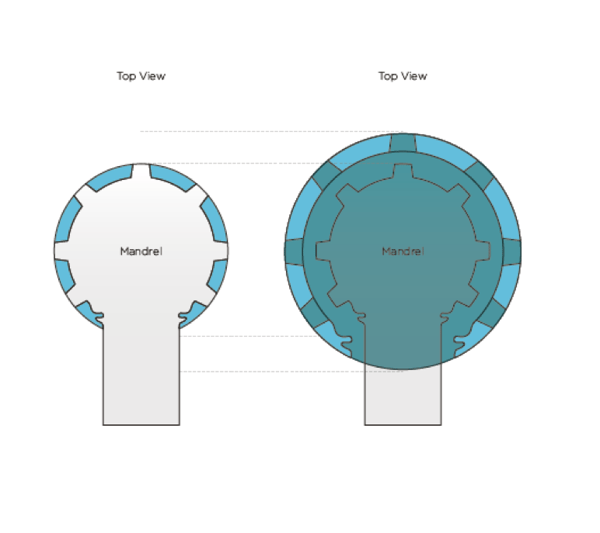
The ability to capture products with a full loop undercut is easy with injection molded PopFoam, the use of floating cores and mandrels along with the reduced cavity size discussed earlier allows the molded products to self eject over tooling feature to create beautiful undercut features that simply cannot be done with other molding process.
 |
 |
Imagine a design that can wrap over a instrument for protection, the ability to have two components to pop together to create multiple colors and densities, a hallow internal cavity to create cushion or spring back.
OK ready for more on undercuts created by the use of a floating core or mandrel?
These tooling features are unique to injection molded foams and allow the designer to create extreme undercuts, deep cavities and internal features that other process cannot.
The use of these tooling features can be both linear or radial patterns. From simple geometry to extremely complex geometry without the need for expensive complex tooling.
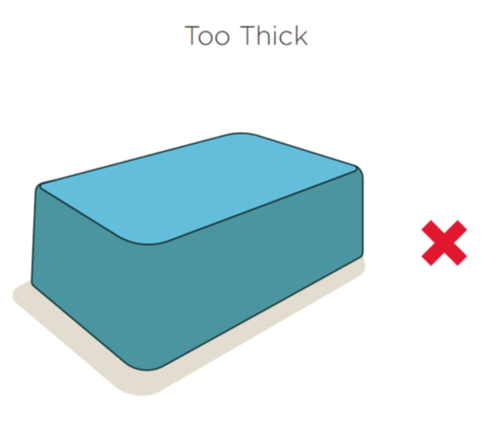
Overall the part design should have a uniform wall thickness. Uneven wall thickness can result in sink marks or distortions on the finished part.
The minimum wall thickness if in limited areas can be 0.06” and we try to eliminate any wall sections coming to a thin edge as these tend to become non-filled areas in the finished part..
 |
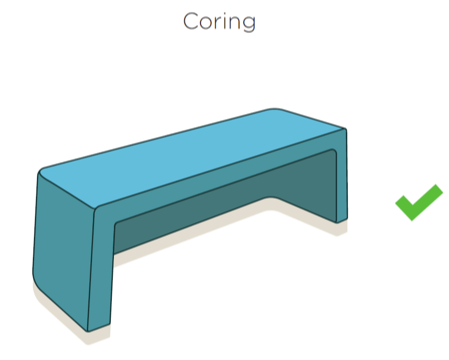 |
The maximum wall thickness should be under 2” as a rule of thumb to maintain reasonable production rates and overall part costing. Common wall sections should be in the .250” to .600” range.
Keep in mind a common thought for many is you need a tick section of foam to be soft, however that’s not the case and will discuss this further in the ribbing and cross sections pages.
With PopFoam it is possible to enhance your design by adding text and or logos.
These can be either raised or recessed on the part. The best approach is to have the logo recessed into the finished product as this allows us to polish the standing steel in the tooling to make the logo’s contrast between the logo and the texture surface to be greatly improved.
For smaller text it is better to use raised details as we can implement them into the tooling cavity by use of a laser to define smaller details.
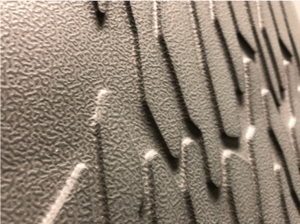
Texture is a great way to enhance the quality and definition of your product. Textures define the appearance of the part, from fun to elegant however they also have an impact of the feel of the product, considering non-skid, grip and overall comfort.
PopFoam has hundreds of stock textures examples, these patterns are on our web site www.popfoam.com/textures/
However if you don’t see what your looking for we can create custom textures all programmed and implemented with CNC equipment, from custom patterns, to varying depths, to reduced and enlarged sizing its all possible.
 |
 |
 |
